

MOPA-Laserfarbmarkierung für Messer: Wie Edelstahl ohne Tinte Farbe bekommt

Kurze Antwort: Die MOPA-Laser-Farbmarkierung ist ein steuerbarer gepulster Faserlaserprozess, der die Oberfläche von Metall verändert. Bei Edelstahlmessern ist die Farbe in der Regel keine gedruckte Tinte oder Farbe. Sie stammt von einem laserinduzierten Oxidfilm, Oberflächenchemie oder mikroskopischen Strukturen, die Licht als goldene, blaue, violette oder regenbogenartige Farbe reflektieren.
Für Küchenmesser, Steakmesser, Outdoormesser und Geschenkmesser-Sets kann die MOPA-Laser-Farbmarkierung für Markenlogos, Produktserienkennzeichnungen, dekorative Muster, Seriennummern und fälschungssichere Details verwendet werden. Der Vorteil ist ein hochwertiger visueller Effekt ohne Tinte oder Aufkleber. Die Einschränkung besteht darin, dass die Farbe stark von der Stahlsorte, der Oberflächenbeschaffenheit und den Lasereinstellungen abhängt, daher sind Produktionstests unerlässlich.
Was ist MOPA-Laser-Farbmarkierung?
MOPA steht für Master Oscillator Power Amplifier. In einem MOPA-Lasersystem erzeugt der Master-Oszillator den Seed-Laserpuls, während der Leistungsverstärker diesen Puls auf ein Niveau verstärkt, das eine Metalloberfläche bearbeiten kann.
Im Vergleich zu vielen Festpuls-Faserlasern ermöglicht ein MOPA-Faserlaser dem Anwender mehr Kontrolle über Pulsbreite, Frequenz, Leistung, Scangeschwindigkeit und Schraffurabstand. Diese Kontrolle ist entscheidend, denn bei der Farbmarkierung geht es nicht einfach um ein tieferes Einbrennen in das Metall, sondern um die Steuerung des Wärmeeintrags an der Oberfläche.
Die herkömmliche Lasergravur entfernt Material, um eine sichtbare Markierung oder Rille zu erzeugen. Die MOPA-Laser-Farbmarkierung kommt einer kontrollierten Oberflächenmodifikation näher. Deshalb kann der Begriff laser etch verwirrend sein: Ein Anbieter meint damit eine flache Gravur, während ein anderer eine Farbmarkierung mit minimalem Materialabtrag meint.
Warum können Edelstahlmesser nach der Lasermarkierung Farbe zeigen?
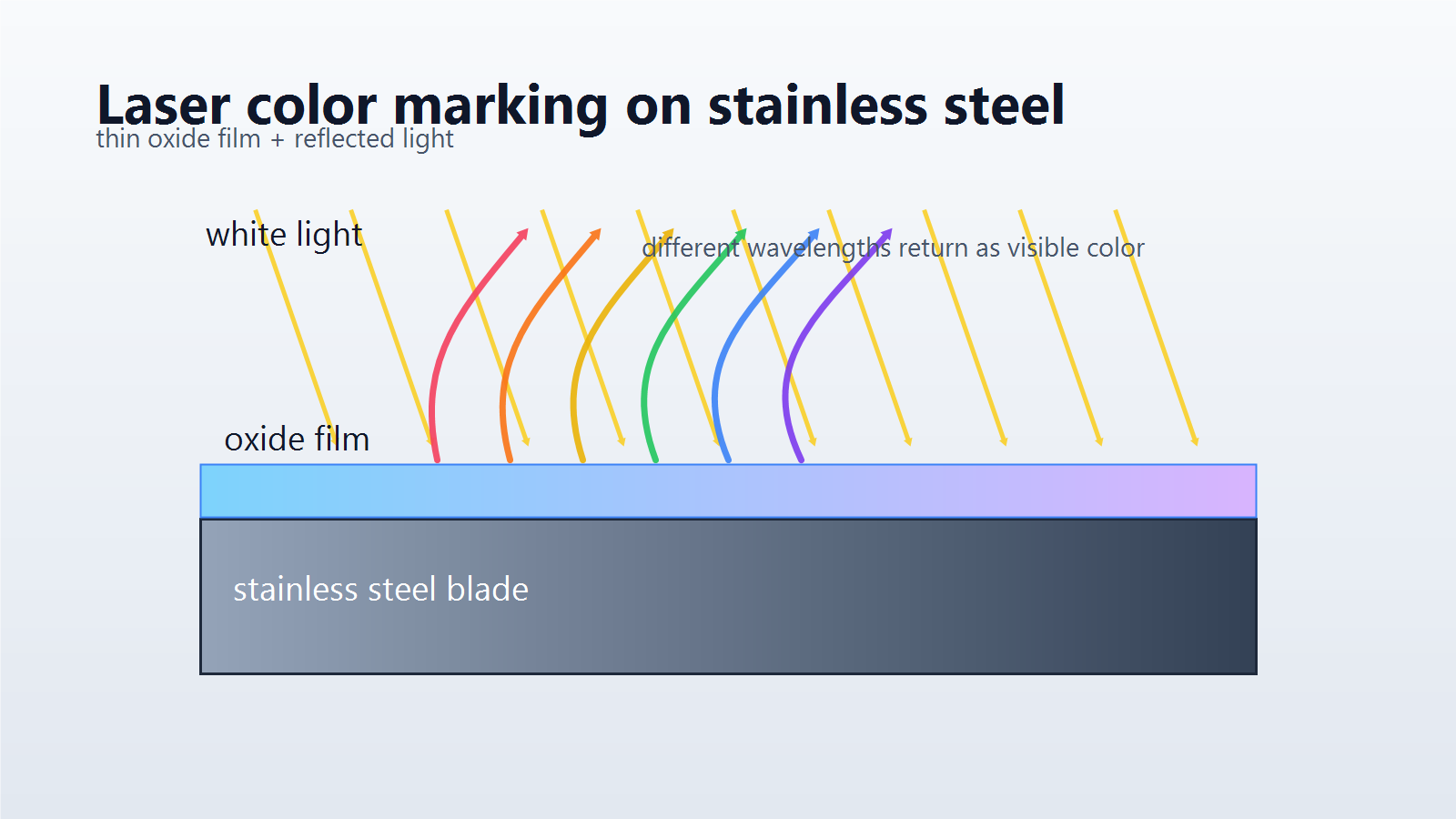
Edelstahlmesser können nach der Lasermarkierung Farbe zeigen, weil der Laser einen kontrollierten Oxidfilm erzeugt, die Oberflächenchemie verändert oder mikroskopische Strukturen bildet. Wenn weißes Licht auf diese veränderte Oberfläche trifft, werden verschiedene Wellenlängen reflektiert, absorbiert oder interferieren, und das menschliche Auge sieht Farbe.
Edelstahl ist korrosionsbeständig, weil Chrom in der Legierung zur Bildung einer dünnen passiven Schicht beiträgt. Die MOPA-Farbmarkierung nutzt diese Oberflächenchemie. Kurze Laserpulse erhitzen einen lokalen Bereich rasch. Wenn die Energie richtig kontrolliert wird, wird die Oberfläche nicht tief eingraviert; stattdessen bildet sich eine sehr dünne Oxidschicht.
Forschungen zur Nanosekunden-Laserfärbung von Edelstahl zeigen, dass die Dünnschichtinterferenz nur ein Teil des Mechanismus ist. Auch die Oxidchemie spielt eine Rolle. Chromoxide, Eisenoxide, mit Mangan/Nickel verwandte Oxide und Spinellstrukturen können die endgültige Farbe beeinflussen. Filmdicke, Rauheit, Wärmeakkumulation und Scanpfad beeinflussen das Ergebnis ebenfalls.
Deshalb sollte die MOPA-Farbmarkierung nicht wie Digitaldruck behandelt werden. Sie können nicht einfach einen RGB- oder Pantone-Wert eingeben und dasselbe Ergebnis auf jedem Messer erwarten. Es handelt sich um einen materialbasierten Oberflächenprozess, nicht um einen Tintenprozess.
Wie unterscheidet sich MOPA-Farbmarkierung von Laserätzen oder -gravieren?
Bei der Messerbeschaffung und OEM-Kommunikation verwenden Einkäufer häufig laser etchfür mehrere verschiedene Verfahren. Technisch gesehen haben Farbmarkierung, flaches Ätzen und Tiefengravur unterschiedliche Ziele.
| Verfahren | Hauptwirkung | Materialabtrag | Typisches Aussehen | Messeranwendungen |
|---|---|---|---|---|
| MOPA-Farbmarkierung | Verändert Oxidschicht, Farbe und Oberflächenmikrostruktur | Sehr geringe | Gold-, Blau-, Lila-, Regenbogenreflexion Klingenlogos | dekorative Texturen, fälschungssichere Markierungen |
| Schwarze Glühmarkierung | Bildet eine dunkle Oxidschicht | Sehr gering | Schwarz oder dunkelgrau | Modellnamen, Stahlgütezeichen, Markenlogos |
| Laserätzung | Entfernt leicht oder raut Oberfläche | auf Mittel | Hellgrau, weiß, flache Textur | Seriennummern, Chargencodes, Funktionsmarkierungen |
| Tiefe Lasergravur | Entfernt mehr Metall; | deutlicher | sichtbare Vertiefung; | dauerhafte Beschriftung für Geschenkmesser und dicke Metallteile. |
| Beschichtungsentfernungsmarkierung | Entfernt Beschichtung lokal | Abhängig von der Beschichtung | Legt Grundmetall oder | Kontrastschicht frei PVD-beschichtete oder schwarzbeschichtete Messer |
Für die Lieferantenkommunikation vermeiden Sie, nur “laser etch logo.” zu schreiben. Eine bessere Anfrage sollte den Messerstahl, die Oberflächenbeschaffenheit, die Position des Logos, die gewünschte Farbe oder schwarze Markierung, den Kontakt mit Lebensmitteln und Haltbarkeitsanforderungen wie Abrieb, Salzeinwirkung oder Spülmaschinenbeständigkeit enthalten.
Was zeigt das MOPA-Beugungsgitter-Projekt von benkrasnow?
Das GitHub-Projekt benkrasnow/MOPA_Laser_Diffraction_Gratings demonstriert einen fortschrittlicheren Laseroberflächeneffekt: die Verwendung eines MOPA-Faserlasers zur Erzeugung von Beugungsgittern im Mikrometerbereich auf poliertem Edelstahl.
Das Projekt dokumentiert einen Versuchsaufbau, bei dem der Laser sich mit etwa 300 mm/s bewegt und mit 300 kHz pulsiert, wodurch auf Edelstahl ein Beugungsmuster mit einem Abstand von etwa 1 Mikrometer entsteht. Die Gitterrichtung steht senkrecht zur Laserbewegung. Das Repository nennt zudem Testeinstellungen wie 300 mm/s Geschwindigkeit, 300 kHz Frequenz, ca. 19 % Leistung, 60 ns Pulsbreite und 0,05 mm Zeilenabstand als Ausgangspunkt.
Dies unterscheidet sich von der gewöhnlichen Oxidschicht-Farbmarkierung. Ein Beugungsgitter verhält sich eher wie die Regenbogenreflexion auf einer CD, DVD oder einem Sicherheitsetikett. Die Oberfläche enthält eine feine periodische Struktur, die Licht je nach Betrachtungswinkel in verschiedene Farben aufspaltet.
Auf Messern könnte dieser Effekt für Premium-Logos, limitierte Dekore, versteckte Echtheitsmerkmale oder Sammlermesser-Designs genutzt werden. Er ist anspruchsvoller als die normale Logomarkierung, da er stark von der Ebenheit der Oberfläche, der Polierqualität, der Stabilität der Halterung und der Fokussiergenauigkeit abhängt.
Wo sollte die MOPA-Farbmarkierung bei Messern angewendet werden?
Die MOPA-Farbmarkierung eignet sich am besten für optische und Markenbereiche, nicht für die Schneide. Die Schneide und die Hauptfase werden beim Schneiden, Schärfen und bei der Reinigung mit hoher Reibung beansprucht, sodass Farbfilme oder Mikrostrukturen eher verschleißen oder sich verändern.
Geeignete Messeranwendungen umfassen:
- Markenlogos auf Kochmessern, Santokumessern und Küchenmessern
- Kennzeichnung von Farbserien auf Steakmessern, Käsemessern und Obstmessern
- Personalisierte Namen oder Daten für Geschenkmesser und Werbemessersets
- Private-Label-Dekorthemen und limitierte Muster
- Fälschungssichere Codes an Klingenrücken, Parierstange, Niete oder Metallgriffteil
- Winkelabhängige Beugungstexturen für Ausstellungs- oder Sammlermesser
Bei Küchenmessern und Tafelmessern sollten große Farbflächen Bereiche mit hoher Reibung vermeiden. Klingenlogos können verwendet werden, aber die markierte Fläche sollte auf Reinigungsfähigkeit, Korrosionsbeständigkeit und Haltbarkeit nach wiederholtem Waschen geprüft werden.
Welche Messerstähle eignen sich am besten für die MOPA-Farbmarkierung?
Die MOPA-Farbmarkierung ist auf poliertem Edelstahl und Titan am weitesten entwickelt. Viele Studien verwenden Edelstahl 304, 316 oder 316L, während die Messerindustrie häufig 420, 430, 440C, 3Cr13, 5Cr15MoV, X50CrMoV15, Stähle der AUS-Serie oder Kohlenstoffstähle einsetzt.
Diese Stähle unterscheiden sich im Chrom-, Kohlenstoff-, Molybdän-, Vanadium- und Mangangehalt. Auch die Wärmebehandlung und die Oberflächenveredelung verändern das Laser-Ansprechverhalten. Dieselben Lasereinstellungen können auf verschiedenen Klingenmaterialien unterschiedliche Farben erzeugen.
Für die Bemusterung sollten folgende Variablen kontrolliert werden:
- Verwenden Sie dieselbe Stahlsorte, Wärmebehandlung und Oberflächenbeschaffenheit wie in der Serienproduktion.
- Erstellen Sie die Parameterbibliothek auf spiegelpolierten, fein satinierten oder gleichmäßig gebürsteten Oberflächen.
- Entfernen Sie vor der Markierung Öl, Fingerabdrücke und Polierwachs.
- Notieren Sie Leistung, Geschwindigkeit, Frequenz, Pulsbreite, Schraffurabstand, Fokus, Füllwinkel und Wiederholungszahl.
- Erstellen Sie mindestens drei bis fünf Wiederholungsmuster für jede Farbe und jedes Design.
Wenn die Klinge eine PVD-Beschichtung, Schwarzoxid, Sandstrahlen, Stonewashing, farbige Beschichtung oder eine andere Beschichtung aufweist, behandeln Sie sie als ein neues Materialsystem. Verwenden Sie keine Parameter für blanken Edelstahl ohne vorherige Prüfung.
Welche MOPA-Laserparameter sind beim Bemustern wichtig?
Die MOPA-Farbmarkierung wird nicht allein durch die Leistung gesteuert. Die endgültige Farbe und das Oberflächenverhalten ergeben sich aus einer Kombination von Wärmeeintrag, Pulsverhalten und Scanstrategie.
| Parameter | Effect on color and surface | Sampling recommendation |
|---|---|---|
| Durchschnittliche Leistung | steuert die gesamte Wärmezufuhr; zu hohe Werte können die Oberfläche verbrennen oder schmelzen. Erhöhen Sie | die Einstellung schrittweise von einer niedrigen Einstellung aus. |
| Scanning speed | Changes heating time in each area | Test speed matrices |
| Impulsfrequenz | Beeinflusst Impulsabstand und Einzelimpulsenergie | Zusammen mit der Geschwindigkeit bewerten. |
| Pulsbreite | MOPA-Schlüsselvariable; beeinflusst Spitzenleistung und thermische Wirkung. | Mehrere Pulsbreiten für jede Farbe testen. |
| Schraffurabstand | Steuert die Überlappung und die Deckungsdichte | Vermeiden Sie übermäßigen Wärmestau |
| Fokusposition | verändert die Punktgröße und die Energiedichte | Notieren Sie, ob die Markierung im Fokus oder leicht defokussiert ist. |
| Füllwinkel | beeinflusst Texturrichtung und Glanz | Mit Klingenmaserrichtung bewerten. |
| Vorrichtungsstabilität | beeinflusst Fokus und Wiederholgenauigkeit. | Klingenhöhe und -position konstant halten. |
Die benkrasnow Projekteinstellungen sind als experimenteller Ausgangspunkt für Beugungsgitter nützlich, aber sie sind kein universelles Produktionsrezept. Laserleistung, Linsentyp, Punktgröße, Stahlsorte und Polierqualität beeinflussen alle das Ergebnis.
Was sollte vor der Massenproduktion getestet werden?
Farb-Lasermarkierung kann einem Messerprodukt Mehrwert verleihen, aber Küchenmesser und Tafelmesser sind stark beanspruchte Produkte. Ein gutes Musterfoto reicht nicht aus. Vor der Massenproduktion sollten Aussehenskonsistenz, Korrosionsbeständigkeit, Abriebfestigkeit, Reinigungsfähigkeit und Anforderungen an den Lebensmittelkontakt validiert werden.

Empfohlene Prüfungen:
- Aussehenskonsistenz: Farbstabilität über Chargen, Positionen und Bediener hinweg.
- Abriebfestigkeit: Farbveränderung nach dem Abwischen mit trockenem Tuch, feuchtem Tuch, Schwamm und Küchenreiniger.
- Korrosionsbeständigkeit: Rost oder Fleckenbildung nach Kontakt mit Salzwasser, Feuchtigkeit oder säurehaltigen Lebensmitteln.
- Abriebfestigkeit: Verschleiß durch Verpackung, Kontakt mit der Scheide und wiederholte Reinigung.
- Reinigungsfähigkeit: ob die markierte Stelle rau wird oder Rückstände einschließt.
- Wärmeeinwirkung: ob dünne Klingenbereiche, Ebenheit oder Schneidenhärte beeinträchtigt werden.
- Konformitätsprüfung: Wenn sich die Markierung in einem lebensmittelberührenden Bereich befindet, überprüfen Sie die Oberflächensicherheit für den Zielmarkt.
Die Korrosionsbeständigkeit von Edelstahl hängt von seinem passiven Oberflächenzustand ab. Tiefe Gravuren, übermäßiges Brennen oder hoher Wärmeeintrag können den lokalen Schutz beschädigen. Bei Messern mit Lebensmittelkontakt wird in der Regel ein markierungsarmer, oberflächenschonender Prozess mit geringer Rauheit bevorzugt.
Wie sollten Käufer ein MOPA-Farbmarkierungsprojekt gegenüber Lieferanten beschreiben?
Verwenden Sie eine klare technische Anfrage anstelle einer vagen Anfrage wie „Laserätzung eines Logos“:
Wir möchten MOPA-Laser-Farbmarkierung auf Edelstahlmesserklingen testen, ohne Tinte, Aufkleber oder konventionellen Druck. Das Design umfasst ein Markenlogo, den Namen der Produktserie und optional eine fälschungssichere Textur. Die Markierung sollte sich in der Nähe des Klingenrückens befinden, nicht an der Schneide. Bitte erstellen Sie Parameterproben mit demselben Stahl, derselben Wärmebehandlung und Oberflächenbeschaffenheit wie in der Serienproduktion und beraten Sie uns hinsichtlich Farbkonsistenz, Wischbeständigkeit, Korrosionsbeständigkeit, Abriebfestigkeit und Reinigungsfähigkeitstests.
Für Beugungsgittertests fügen Sie hinzu:
Wir möchten außerdem ein Diffraktionsgitter im Mikrobereich oder eine winkelabhängige Regenbogenreflexion für ein limitiertes Logo oder einen versteckten Authentifizierungsbereich testen. Bitte bewerten Sie Klingenpolitur, Vorrichtungsstabilität, Scanlinienrichtung, Fokuskonsistenz, Betrachtungswinkel und Chargenwiederholbarkeit.
Für Importeure, Einzelhändler und Eigenmarken ist die praktische Reihenfolge: Zuerst den Messerstahl und die Oberflächenveredelung bestätigen, dann MOPA-Parameterproben anfertigen und erst danach das Artwork, die Verpackung und die Serienpreise festlegen.
Wie kann Marketvalue kundenspezifische Messerprojekte unterstützen?
Marketvalue / YangJiang Market Value Enterprise Company Limited ist ein in China ansässiger Beschaffungspartner für Küchenartikel, Messer und OEM/ODM für B2B-Käufer. Bei Farblaser-Messerprojekten sollte die MOPA-Markierung als Probenahme- und Validierungsschritt im Messeranpassungsprozess betrachtet werden, nicht nur als Dekoration, die am Ende hinzugefügt wird.
Ein praktischer Projektablauf ist:
- Bestätigen Sie Messertyp, Stahl, Wärmebehandlung, Oberflächenveredelung und Zielmarkt.
- Bestätigen Sie Logo, Artwork-Größe, Markierungsposition, Farbrichtung und Lebensmittelkontakt-Exposition.
- Erstellen Sie MOPA-Farbmarkierungsproben oder Diffraktionsgitterproben.
- Prüfen Sie Aussehen, Wischbeständigkeit, Korrosionsbeständigkeit, Abrieb und Reinigungsfähigkeit.
- Bestätigen Sie Verpackung, Kennzeichnung, QS-Standards und Produktionsanforderungen.
Für Importeure, Filialisten, Supermärkte, Einkäufer aus dem Gastgewerbe und Handelsmarken sollten Prüfanforderungen bereits vor der Serienproduktion in die Musterspezifikation aufgenommen werden.
FAQ: MOPA-Laser-Farbmarkierung auf Messern
Reibt sich die MOPA-Laser-Farbmarkierung ab?
Die MOPA-Farbmarkierung ist keine Tinte und blättert daher nicht wie herkömmlicher Druck ab. Die Farbe entsteht jedoch durch einen oxidischen Oberflächenfilm oder eine Mikrostruktur. Langzeitabrieb, Schärfen, aggressive Chemikalien oder Korrosion können die Farbe dennoch verdunkeln, abnutzen oder verändern. Vor der Produktion sind Wisch- und Korrosionsprüfungen erforderlich.
Kann die MOPA-Farbmarkierung auf der Messerschneide verwendet werden?
Es wird nicht empfohlen. Die Schneide und der primäre Anschliff sind Schneidvorgängen, Schärfen und starker Reibung ausgesetzt. Farbmarkierungen eignen sich besser auf der Klingenfläche nahe dem Klingenrücken, dem Rücken selbst, dem Parierelement, Nieten oder Metallgriffteilen.
Kann die MOPA-Farbmarkierung einer Pantone-Farbe exakt entsprechen?
Normalerweise nicht. Die Farbe hängt von der Stahlzusammensetzung, der Oxidschichtdicke, dem Oberflächenzustand und den Laserparametern ab. Durch eine Parameterbibliothek lassen sich bestimmte Farbtöne annähern, die endgültige Freigabe sollte jedoch auf Basis physischer Muster erfolgen.
Kann jedes Edelstahlmesser dieselbe Laserfarbe zeigen?
Nein. Unterschiedliche Stähle wie 304, 316, 420, 430, 440C, 3Cr13, 5Cr15MoV und X50CrMoV15 reagieren unterschiedlich. Auch die Wärmebehandlung und die Politur spielen eine Rolle. Testen Sie immer auf demselben Material und mit derselben Oberflächenbearbeitung, die für die Produktion vorgesehen ist.
Ist schwarze Lasermarkierung einfacher in der Massenproduktion als Farbmarkierung?
In vielen Fällen ja. Schwarze Anlassbeschriftungen sind bei Standardlogos, Stahlgüteangaben und Modellnamen oft einfacher zu kontrollieren. Farbmarkierung hat ein engeres Prozessfenster, bietet aber eine stärkere visuelle Differenzierung für Premium-, Geschenk- und limitierte Messer.
Welchen Wert hat ein Beugungsgitter-Logo auf einem Messer?
Ein Beugungsgitter kann eine regenbogenartige Reflexion erzeugen, die sich mit dem Blickwinkel ändert, ähnlich wie bei einer CD oder einem Sicherheitsetikett. Bei Messern kann es Premium-Design, limitierte Markenauftritte und versteckte Anti-Fälschungsmerkmale unterstützen, erfordert jedoch eine bessere Politur und Prozesskontrolle.
Fazit
MOPA-Laser-Farbmarkierung kombiniert Laserbearbeitung, Oberflächenchemie und optische Effekte. Sie kann farbige Edelstahl-Messerlogos ohne Druckfarbe erzeugen und durch mikrometergroße Beugungsgitter auch winkelabhängige Regenbogeneffekte hervorbringen.
Für Messermarken, Importeure und Private-Label-Käufer liegt der kommerzielle Wert nicht nur im Visuellen. Dieselbe Technologie kann Produktserien-Identifikation, Geschenkindividualisierung, differenziertes Design und Anti-Fälschungs-Markierung unterstützen. Aber es ist kein universelles Druckverfahren. Die Farbe hängt von der Stahlsorte, der Wärmebehandlung, der Oberflächengüte und den Lasereinstellungen ab.
Der sicherste Produktionsweg ist, zuerst das Messermaterial und die Oberflächengüte zu bestätigen, MOPA-Parameter-Muster anzufertigen, Farbkonsistenz, Korrosionsbeständigkeit, Abrieb und Reinigbarkeit zu testen und erst dann zur Grafikgenehmigung und Massenproduktion überzugehen. Dadurch wird die Farblasermarkierung von einem schönen Effekt zu einer wiederholbaren Messer-Individualisierungslösung.
Quellen und weiterführende Literatur
- Coherent: Was ist ein Master-Oscillator-Power-Amplifier (MOPA)?
- Lu et al., Nanosekunden-Laserfärbung auf Edelstahloberflächen, Scientific Reports, 2017
- Awasthi et al., Verständnis der Rolle von Oxidschichten bei der Farberzeugung und Oberflächeneigenschaften bei der Nanosekunden-Laserfarbmarkierung von Edelstahl, Optics & Laser Technology, 2024
- Schkutow und Frick, Laser-Farbmarkierung von Edelstahl, Procedia CIRP, 2024
- benkrasnow/MOPA_Laser_Diffraction_Gratings
- Teutoburg-Weiss et al., Strukturfarben mit eingebetteten Fälschungsschutzmerkmalen, hergestellt durch laserbasierte Verfahren
- TRUMPF Laserbeschriftungsbroschüre
- Laserax: Laserbeschriftung und -ätzung von Edelstahl